
JUKI เมานท์โมดูลาร์ความเร็วสูงขนาดกะทัดรัด RX-8
01
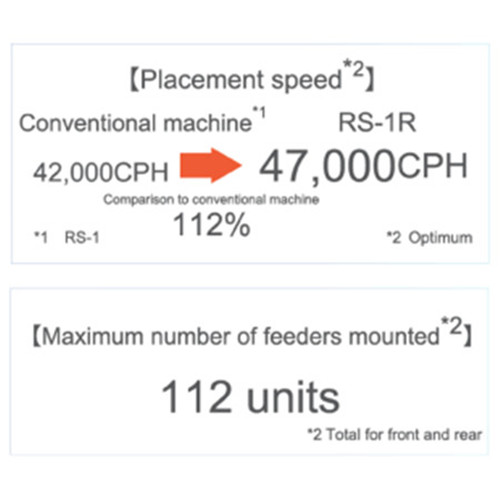
1.ตำแหน่งความเร็วสูงสูงถึง 100,000 CPH*¹อัตราตำแหน่งที่ดีที่สุดในระดับเดียวกันต่อตารางเมตร (ตารางฟุต)*²
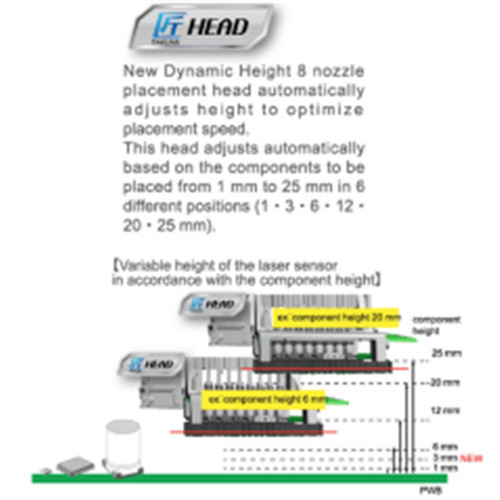
หัววางตำแหน่ง P20 ใหม่มีความเร็วสูงสุดถึง 100,000CPH
ด้วยความกว้างเพียง 998 มม. RX-8 ให้ประสิทธิภาพการทำงานที่ยอดเยี่ยมในพื้นที่ขนาดเล็ก
ดีที่สุดในระดับเดียวกันต่อตารางเมตร (ตารางฟุต)
02
ผสานรวมเข้ากับสภาพแวดล้อมการผลิตได้อย่างลงตัว
การจัดการส่วนประกอบด้วยการเติมอัตโนมัติ
ประสิทธิภาพการผลิตสูงสุดเกิดขึ้นได้จากการตรวจสอบการใช้ส่วนประกอบและการสื่อสารอย่างต่อเนื่อง
ด้วยระบบการจัดเก็บและขนส่งชิ้นส่วนอัตโนมัติเมื่อระบบกำหนดตำแหน่งตรวจพบคำเตือนระดับต่ำ
มันจะสื่อสารข้อมูลนั้นไปยังระบบจัดเก็บข้อมูลโดยอัตโนมัติซึ่งจะดึงม้วนข้อมูลนั้นเพิ่มเติมทันที
ให้โหลดไว้บน AIV เพื่อขนส่งรอกไปยังสายก่อนที่รอกที่มีอยู่จะหมด
ซึ่งช่วยลดเวลาหยุดทำงานในระหว่างการผลิตเนื่องจากส่วนประกอบหมด
03
Trace Monitor ติดตามคุณภาพตลอดกระบวนการผลิต
Trace Monitor จะแสดงสถานะแบบเรียลไทม์ของส่วนหัวของตำแหน่งในระหว่างการผลิต
โดยจะติดตามการหยิบผิด ข้อผิดพลาดในการจดจำ และบันทึกว่าตัวป้อนและหัวฉีดตัวใดทำการเหล่านั้น
ข้อผิดพลาดมาจากแดชบอร์ดจะแสดงตัวบ่งชี้ประสิทธิภาพหลักทั้งหมด
ง่ายต่อการดูประสิทธิภาพการผลิตและสิ่งที่จำเป็นในการปรับปรุงกระบวนการ
04
ตำแหน่งที่มีแรงกระแทกต่ำสำหรับวงจรแบบยืดหยุ่น
คุณสมบัติแรงกระแทกต่ำช่วยให้สามารถปรับความเร็วของหัวฉีดลงและขึ้นแยกกันระหว่างการวางตำแหน่ง
ซึ่งจะช่วยลดภาระบนชิ้นส่วนและบนกระดานระหว่างการวางตำแหน่ง
วิธีนี้เหมาะสมที่สุดสำหรับการวางชิ้นส่วนขนาดเล็กมากซึ่งต้องการความแม่นยำอย่างมาก
05
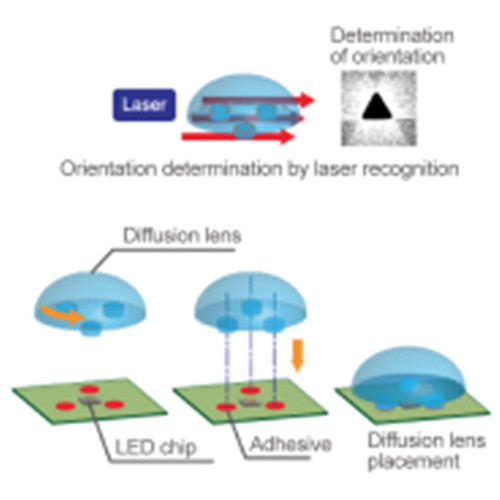
หัวดาวเคราะห์ที่มีความแม่นยำสูง P20 เหมาะอย่างยิ่งสำหรับการตอกและวางด้วยความเร็วสูงจากรอกม้วนเดียว
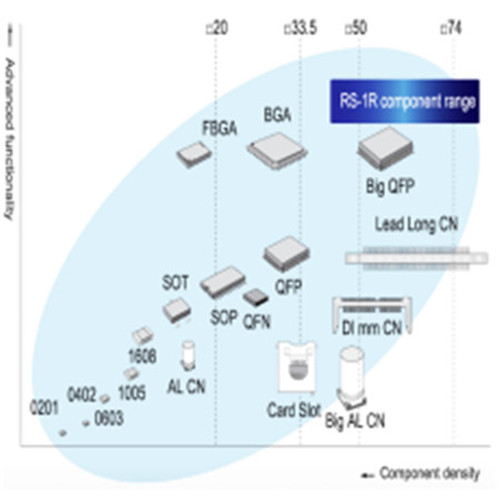
P20 ได้รับการออกแบบมาเพื่อวางชิปขนาดเล็กพิเศษและ IC ขนาดเล็ก
เหมาะอย่างยิ่งสำหรับการจัดวางไฟ LED Edge ที่มีความหนาแน่นสูงและความแม่นยำสูง
06
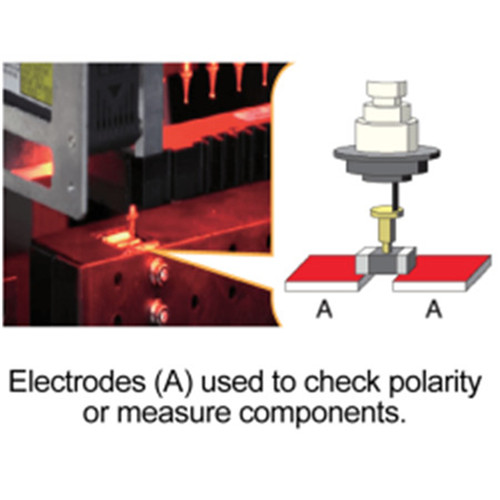
ระบบการมองเห็นศูนย์กลางและการตรวจสอบที่ล้ำสมัย
ระบบวิชันซิสเต็มจะตรวจจับการมีอยู่และการหายไป ชิปที่กลับด้าน และหินหลุมศพ
นอกจากนี้ยังแก้ไขตำแหน่งหยิบของทุกชิ้นส่วนโดยอัตโนมัติ เพิ่มอัตราการหยิบ
ระบบนี้ทำให้เหมาะสำหรับการวางชิ้นส่วนที่มีขนาดเล็กมาก
ข้อมูลจำเพาะ:
เมาท์เตอร์โมดูลาร์ขนาดกะทัดรัดความเร็วสูง RX-8
| ขนาดกระดาน | 50×50~510มม.*¹ *²×450มม | |
| ความสูงของส่วนประกอบ | 3มม | |
| ขนาดส่วนประกอบ | 0201*ลูกบาศก์~□5มม | |
| ความเร็วของตำแหน่ง (เหมาะสมที่สุด) | ชิป | 100,000ซีพีเอช |
| ตำแหน่ง ความแม่นยำ | ±0.04มม. (ซีพีเค ≧1) | |
| ความจุตัวป้อน | มากถึง 56 *⁴ | |
| แหล่งจ่ายไฟ | ไฟฟ้ากระแสสลับ 3 เฟส200V, 220V 430V *⁵ | |
| พลังที่เห็นได้ชัดเจน | 2.1kVA | |
| แรงดันอากาศขณะใช้งาน | 0.5±0.05เมกะปาสคาล | |
| ปริมาณการใช้อากาศ (มาตรฐาน) | ANR 20 ลิตร/นาที (ระหว่างการทำงานปกติ) | |
| ขนาดเครื่อง (กว้าง x ลึก x สูง)*⁶ | 998 มม.×1,895 มม.×1,530 มม | |
| มวล (โดยประมาณ) | 1,810 กก. (มีธนาคารประจำ)/ 1,760 กก. (มีการเปลี่ยนธนาคาร) | |


